
การเดินทางเล็ก ๆ สู่อวกาศ
การเดินทางในอวกาศซึ่งเป็นเพียงเรื่องราวในภาพยนตร์นิยายวิทยาศาสตร์กำลังจะกลายเป็นความจริง
แต่ก็ยังไม่ใช่สิ่งที่ทุกคนสามารถซื้อได้ สาเหตุหนึ่งที่ทำให้การเดินทางในอวกาศมีราคาแพงมากก็เนื่องมาจากค่าใช้จ่ายในการเดินทางด้วยจรวด
เทคโนโลยีการผลิตสารเติมแต่งลำแสงอิเล็กตรอนของ JEOL มีศักยภาพ
เพื่อลดต้นทุนการพัฒนาจรวด การผลิต และแม้แต่เชื้อเพลิงลงอย่างมาก
เครื่องจักร AM โลหะลำแสงอิเล็กตรอน AM "JAM-5200EBM" ทำให้สามารถลดการใช้เชื้อเพลิงและเพิ่มผลผลิต ลดต้นทุน และลดเวลาในการพัฒนาด้วยการสร้างแบบจำลองคุณภาพสูงและความสามารถในการทำซ้ำสูง การรวมชิ้นส่วนหลายส่วน และการลดน้ำหนัก
ร่วมกับเทคโนโลยีการผลิตสารเติมแต่งของ JEOL นวัตกรรมกำลังก้าวหน้าอย่างรวดเร็วอย่างที่ไม่เคยมีมาก่อน
ทำให้ "การเดินทางเล็ก ๆ น้อย ๆ สู่อวกาศ" เป็นจริง เรากำลังเปลี่ยนโลกด้วยลำแสงอิเล็กตรอน






เทคโนโลยีการผลิตสารเติมแต่ง JEOL
ใช้เทคโนโลยีของกล้องจุลทรรศน์อิเล็กตรอนประสิทธิภาพสูงที่สุดในโลกและระบบการพิมพ์หินลำแสงอิเล็กตรอนสำหรับการผลิตเซมิคอนดักเตอร์
JEOL ได้พัฒนา "Electron Beam Metal AM Machine" ที่สามารถผลิตชิ้นส่วนที่มีความหนาแน่นสูงและความแข็งแรงสูงด้วยลำแสงอิเล็กตรอนกำลังสูงและความเร็วสูง
ช่วยให้ประหยัดต้นทุนและมีอิสระในการออกแบบผ่านผลผลิตที่เพิ่มขึ้น

แคโทดที่มีอายุการใช้งานยาวนานกว่า 1,500 ชั่วโมงและปราศจากฮีเลียม
เพื่อป้องกันควัน
เครื่อง AM โลหะลำแสงอิเล็กตรอน
แจม-5200EBM
คุณสมบัติหลัก
- ลำแสงกำลังสูง (สูงสุด 6kW)
- Long Life Cathode (1,500 ชั่วโมงหรือนานกว่านั้น)
- ระบบป้องกันการกระจายตัวของผง "e-Shield"
- แก้ไขลำแสงอิเล็กตรอนอัตโนมัติ
- ความจุความร้อน: 1,100 ℃ หรือสูงกว่า
- ระบบการตรวจสอบจากระยะไกล

-
แคโทดอายุการใช้งานยาวนาน
"แคโทดที่มีอายุการใช้งานยาวนานซึ่งมีอายุการใช้งานมากกว่า 1,500 ชั่วโมง สามารถลดเวลาหยุดทำงานของการเปลี่ยนแคโทดได้อย่างมาก" ความลับคือเทคโนโลยีสูญญากาศดั้งเดิมของ JEOL ซึ่งพัฒนาขึ้นในการผลิตอุปกรณ์ที่เกี่ยวข้องกับลำแสงอิเล็กตรอน
-
ระบบป้องกันการกระจายตัวของผงและปราศจากฮีเลียม
"อี-ชิลด์"ไม่จำเป็นต้องใช้ก๊าซฮีเลียมเพื่อป้องกันการกระเจิงของผง ระบบป้องกันการกระจายผงที่เป็นเอกลักษณ์ของ JEOL, e-Shield และกลยุทธ์การสแกนของ JEOL หลีกเลี่ยงปรากฏการณ์ควัน ด้วยสภาพแวดล้อมที่ปราศจากฮีเลียม ไม่เพียงแต่สามารถผลิตชิ้นส่วนในพื้นที่สะอาดด้วยต้นทุนต่ำเท่านั้น แต่ "พื้นผิวของแคโทดยังไวต่อความเสียหายน้อยลง ทำให้ลำแสงอิเล็กตรอนยังคงมีเสถียรภาพ" ส่งผลให้สามารถรักษาคุณภาพการผลิตได้จนถึงสิ้นอายุการใช้งานของแคโทด
-
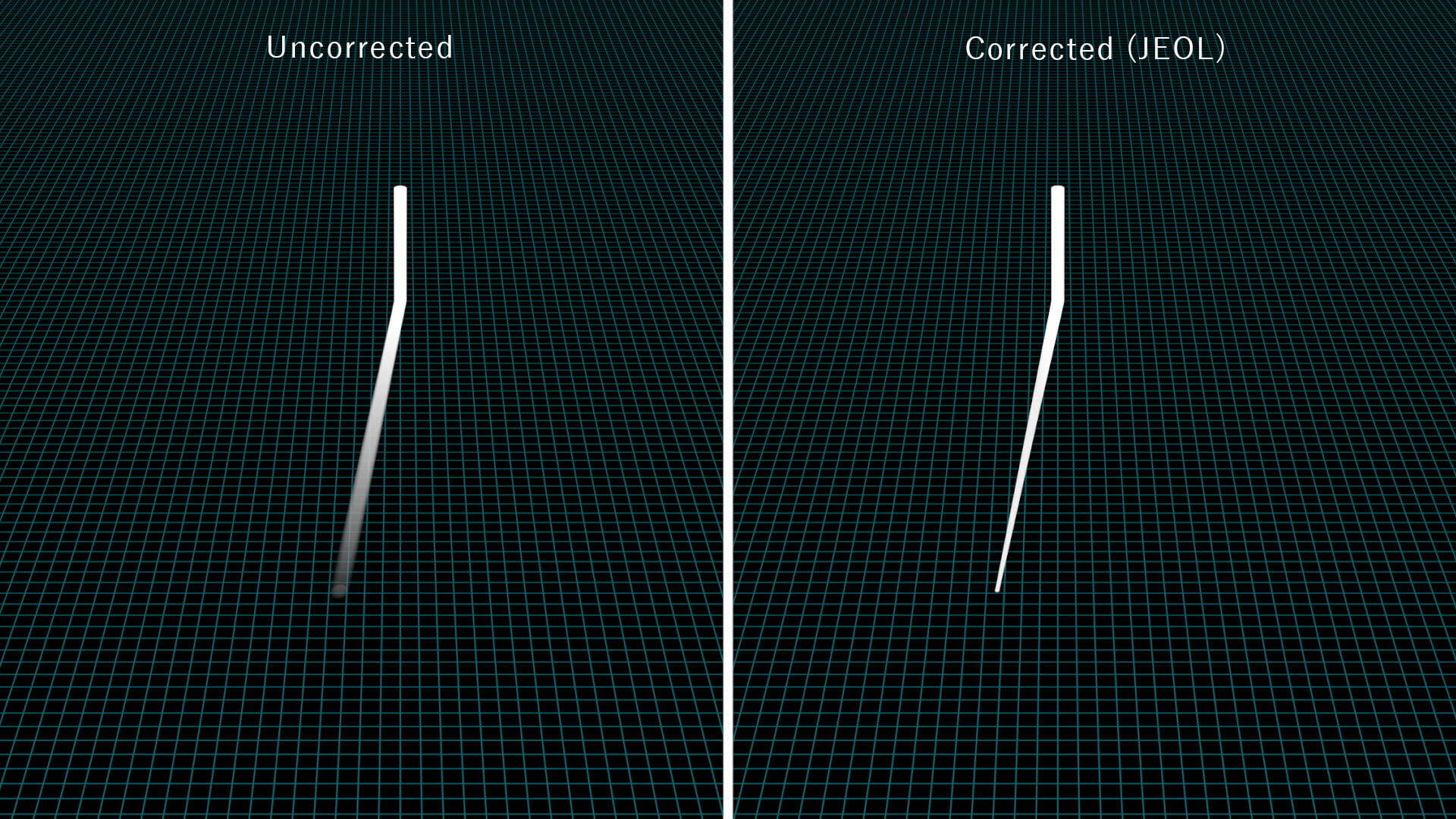
แก้ไขลำแสงอิเล็กตรอนอัตโนมัติ
รูปร่างจุดโฟกัสและจุดของลำแสงอิเล็กตรอนจะได้รับการแก้ไขโดยอัตโนมัติตามตำแหน่งการฉายรังสีโดยเทคโนโลยีที่พัฒนาขึ้นในระบบการพิมพ์หินของลำแสงอิเล็กตรอนสำหรับการผลิตเซมิคอนดักเตอร์
ซึ่งช่วยให้การผลิตมีคุณภาพสูงและทำซ้ำได้สูงในพื้นที่อาคารทั้งหมด
รูปภาพของการแก้ไขลำแสง
(ขวา: แก้ไขแล้ว (JAM-5200EBM)) -
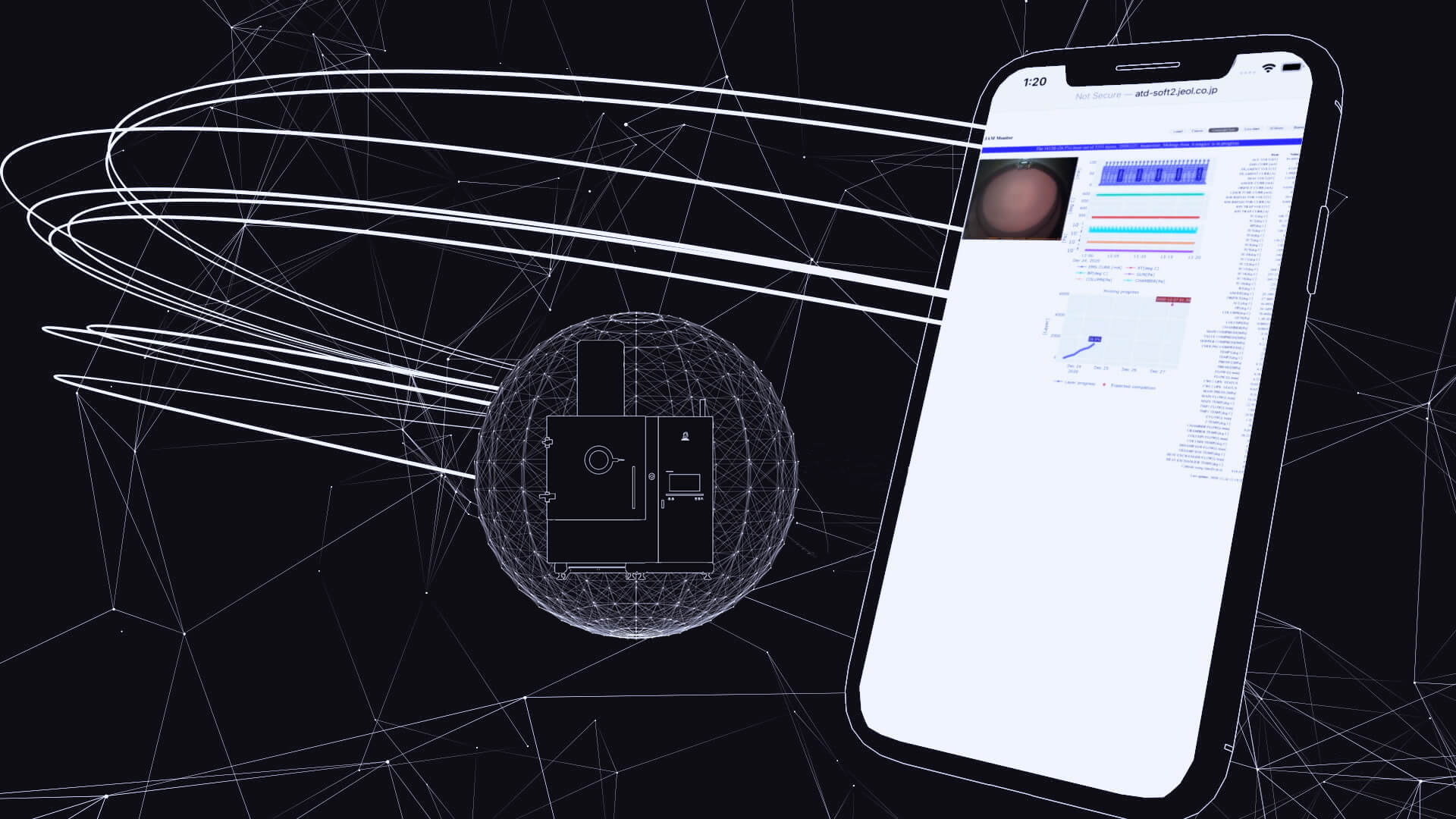
ระบบการตรวจสอบจากระยะไกล
สามารถตรวจสอบสถานะการผลิตและสภาพเครื่องจักรได้จากระยะไกลได้ตลอดเวลา มีฟังค์ชั่นแจ้งเตือนด้วย
-
การสร้างสังคมที่เป็นมิตรต่อสิ่งแวดล้อมและยั่งยืน
ด้วย “Electron Beam Metal AM Machine” ของ JEOL คุณสามารถสร้างชิ้นส่วนได้มากกว่าหนึ่งชิ้นในกระบวนการพิมพ์เดียว แทบไม่ต้องมีการตัด ทำให้วัสดุไม่สูญเปล่า
การนำผงโลหะกลับมาใช้ใหม่เป็นอีกทางเลือกหนึ่ง ดังนั้น JEOL กำลังทำงานเพื่อสร้างสังคมที่เป็นมิตรกับสิ่งแวดล้อมและยั่งยืน


ข้อมูลทางเทคนิค
แจม-5200EBM
ข้อมูลจำเพาะที่หน้าหลัก
| วิธีการผลิต | แป้งผสมรองพื้น |
|---|---|
| กระบวนการ | กระบวนการร้อน |
| ขนาดอาคาร | สูงสุด 250 มม. (เส้นผ่านศูนย์กลาง) × 400 มม. (สูง) |
| เอาต์พุตลำแสงอิเล็กตรอน | สูงสุด 6 กิโลวัตต์ |
| ความสามารถในการทำความร้อน | แม็กซ์ 1,100℃ หรือสูงกว่า |
| อายุการใช้งานแคโทด | 1,500 ชม. ขึ้นไป |
| หน่วยป้องกันการกระจายตัวของผง | อี-ชิลด์ |
| ก๊าซเฉื่อย (เพื่อป้องกันควัน) | ไม่จำเป็นต้องใช้ |
| ความดันห้อง (กระบวนการหลอมละลาย) | 1 × 10-2 ปะหรือต่ำกว่า |
| การแก้ไขลำแสงอิเล็กตรอน | อัตโนมัติ (โฟกัส สายตาเอียง บิดเบือน) |
| รูปแบบข้อมูล | STL |
| แหล่งจ่ายไฟ | 3 เฟส, 200 V (±10%), 35 kVA |
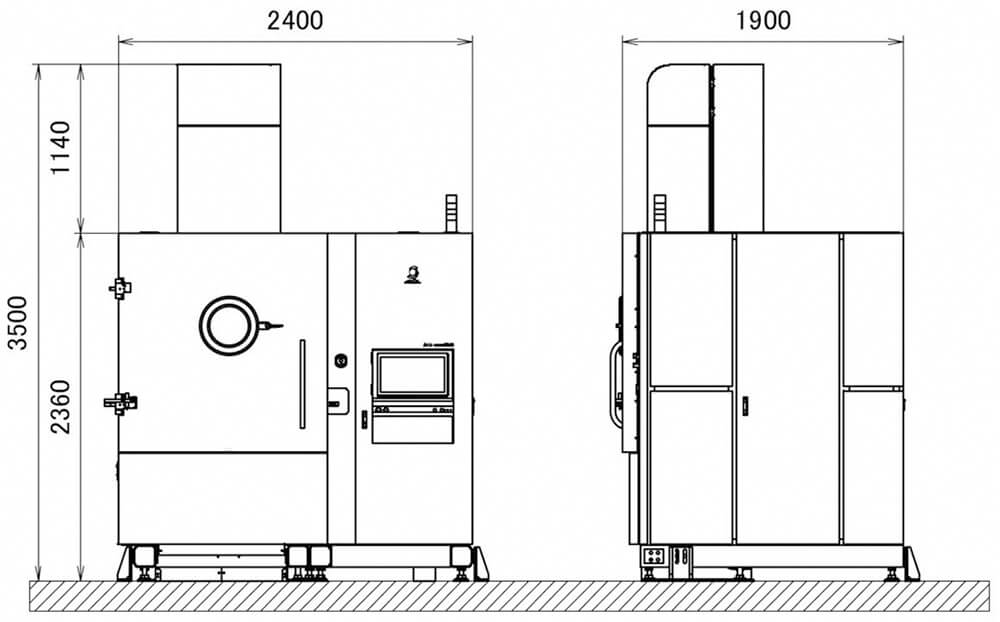
| น้ำหนัก | 4,900 กก. |
ขนาด


AM ตัวอย่าง
แจม-5200EBM

ใบพัดกังหันแรงดันต่ำสำหรับเครื่องยนต์ไอพ่น (เลียนแบบ)
วัสดุ: Ti-6Al-4V
ความสูง: 400 มม.
สร้างพร้อมกัน 12 ชิ้น

ห้องแหล่งกำเนิดอิเล็กตรอน
(ด้านขวา: ประมาณ. ลดน้ำหนัก 25%)
วัสดุ: Ti-6Al-4V
แต่ละขนาด: 230 มม. (เส้นผ่านศูนย์กลาง) × 185 มม. (สูง)

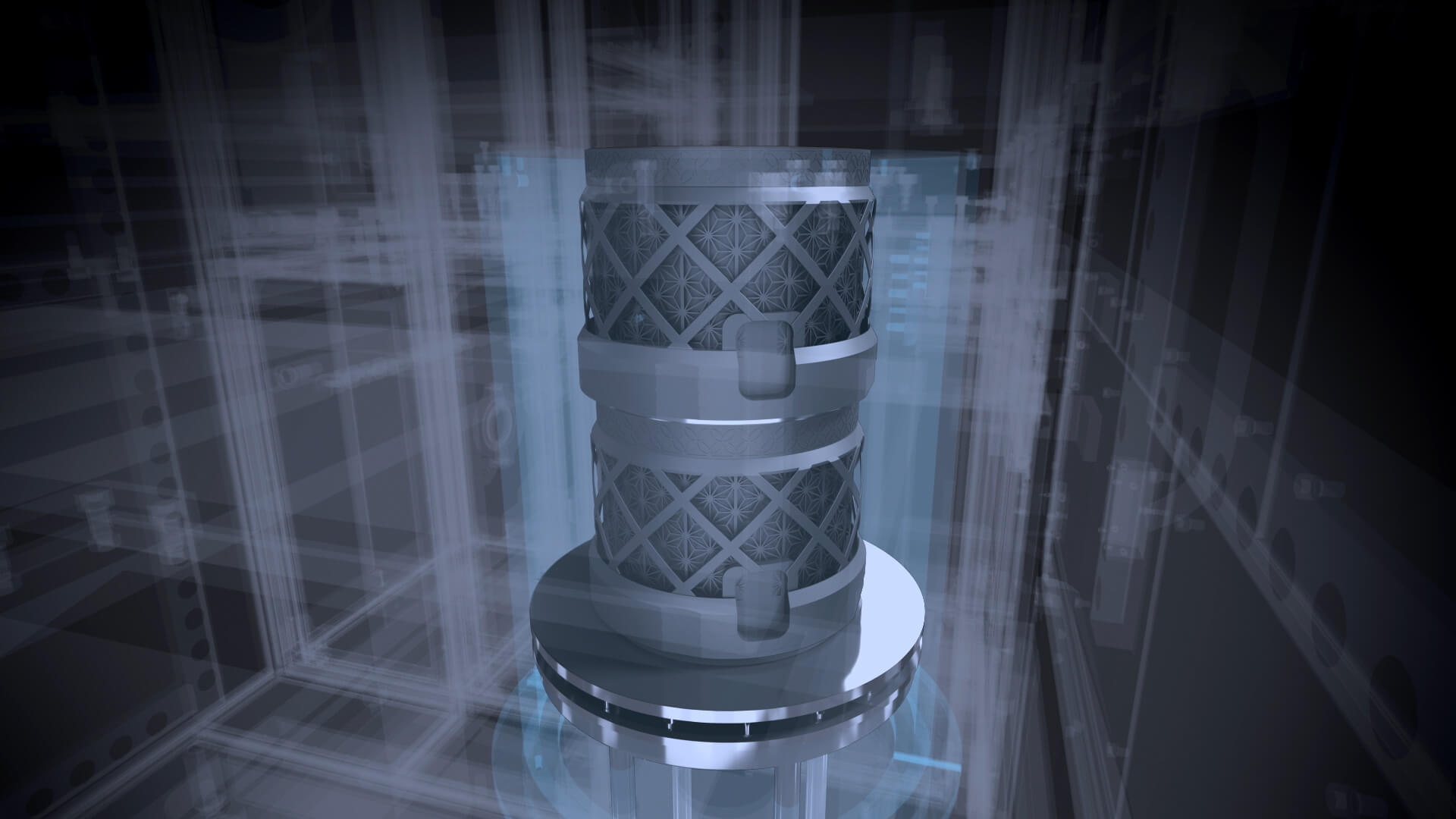
ถ้วยสาเกขนาดเล็ก (190 ชิ้น)
วัสดุ: Ti-6Al-4V
ความสูง: 400 mm
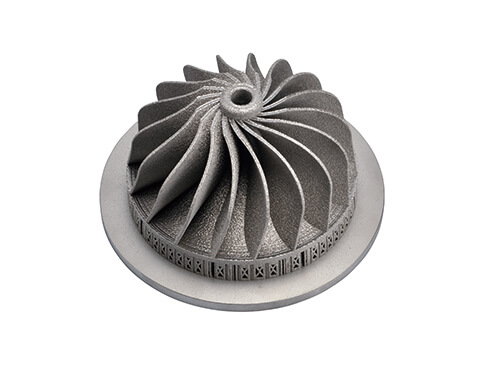
เครื่องผลักดัน
วัสดุ: Ni-based Superalloy 718
เส้นผ่าศูนย์กลาง: 170 มม

ใบพัดปิด
วัสดุ: Ni-based Superalloy 718
เส้นผ่าศูนย์กลาง: 100 มม
สร้างในแนวนอนโดยไม่มีมุม
ข้อมูล CAD: ได้รับความอนุเคราะห์จาก The Barnes Global Advisors

ฮีทซิงค์
วัสดุ: ทองแดงบริสุทธิ์
ขนาด: 100 มม.×100 มม.





การปฏิวัติพัฒนาวัสดุโดยการผลิตแบบเติมเข้าไป (additive manufacturing)โดยใช้การหลอมด้วยลำแสงอิเล็กตรอน
-จากมรดกตกทอดมานับพันปี
อากิฮิโกะ ชิบะ
ศาสตราจารย์, การแปรรูปการเสียรูป, สถาบันวิจัยวัสดุ, มหาวิทยาลัยโทโฮคุ
เทคโนโลยีการผลิตสารเติมแต่งที่ใช้เครื่อง AM ในการผลิตชิ้นส่วนโลหะ คาดว่าจะปฏิวัติชิ้นส่วนสำหรับเครื่องบินและจรวดซึ่งต้องการความแข็งแกร่งและความน่าเชื่อถือ เราถามศาสตราจารย์อากิฮิโกะ ชิบะ จากสถาบันวิจัยวัสดุแห่งมหาวิทยาลัยโทโฮคุ ซึ่งเป็นผู้นำด้านเทคโนโลยีการผลิตสารเติมแต่งโลหะในญี่ปุ่น เกี่ยวกับศักยภาพของเทคโนโลยีนี้
ติดต่อเรา
หากคุณมีคำถามหรือข้อสงสัยเกี่ยวกับ "JAM-5200EBM" Electron Beam Metal AM Machine
โปรดติดต่อเราจากด้านล่าง: